

Mọi người chắc cũng biết có rất nhiều phương pháp để tôi luyện thép. Trong đó có quá trình tôi thép bằng dầu đang rất được áp dụng. Bởi nó sẽ khắc phục được nhiều yếu điểm tạo ra với thép tôi trong quá trình luyện nhiệt. Để hiểu rõ nhất vui lòng xem tại:
Quy trình tôi luyện thép bằng dầu
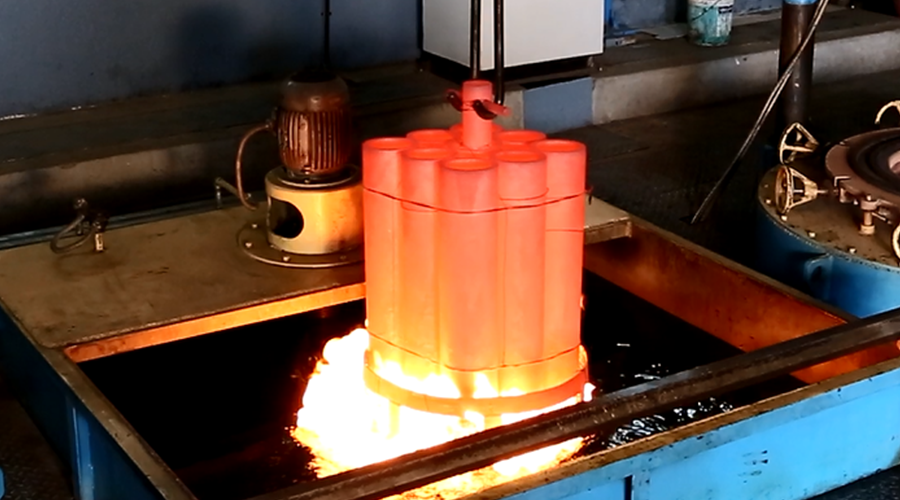
Đây là công đoạn gần cuối kết thúc toàn bộ quy trình tôi luyện thép. Thép đã trải qua các công đoạn như nhiệt luyện, đúc khuôn hình và bắt đầu trong quá trình hạ nhiệt xuống thấp hơn nhiệt độ sôi của dầu. Toàn bộ thép được trải qua 3 quá trình tôi thép bằng dầu sau:

Quá trình sôi màng thép
Khi kim loại được nhúng vào dầu thì sẽ thấy xuất hiện một lớp màng gọi là “màng khí ” giữa bề mặt kim loại và dầu nhiệt luyện. Dựa vào hệ phụ gia làm ướt bề mặt cũng như sự đồng đều của bề mặt kim loại sẽ quyết định trực tiếp tới sự ổn định của lớp màng khí cũng như khả năng làm cứng.
Công đoạn sôi bọt
Ở giai đoạn thứ 2 này, lớp màng khí sẽ tan biến tại 1 điểm nhiệt độ dẫn đến quá trình sôi bọt. Và trong giai đoạn phá vỡ màng thì tốc độ truyền nhiệt được diễn ra mãnh liệt nhất. Hệ số truyền nhiệt có thể cao gấp 2 lần so với quá trình sôi màng.
Giai đoạn truyền nhiệt đối lưu
Khi thép và kim loại đã được giảm nhiệt độ xuống thấp hơn nhiệt độ sôi của dầu tôi thép. Sự đối lưu và dẫn nhiệt sẽ khiến quá trình làm lạnh chậm. Tốc độ giảm nhiệt ở giai đoạn này cũng chậm và phụ thuộc theo độ nhớt dầu cũng như mức độ phân hủy của dầu. Độ nhớt càng thấp thì tỷ lệ truyền nhiệt càng nhanh và trái lại độ nhớt càng cao thì tỷ lệ ấy càng chậm.
Cách chọn dầu tôi thép hay dầu nhiệt luyện
Việc tôi luyện thép bằng dầu sẽ rất quan trọng trong vấn đề lựa chọn loại dầu để đưa vào quá trình luyện cuối cùng này. Thường, dầu tôi hay dầu nhiệt luyện sẽ được lựa chọn dựa vào mác của kim loại được tôi. Nó vẫn gồm 2 loại chính sau:

+ Dầu không pha nước:
Thành phần của chúng cũng giống như dầu cắt gọt kim loại không pha nước: Dầu gốc, chất béo bôi trơn, este, dầu thực vật và hệ phụ gia chịu cực áp phải kể tới: sulfur, Chlorine, phosphorus. Có thể nói nó là là loại truyền nhiệt thấp. Nhờ vậy thép tôi luôn đảm bảo độ dẻo tốt nhất… Tuy nhiên giá thành lại cao hơn nhiều.
+ Dầu pha nước:
Nó bao gồm dầu gốc, chất tạo nhũ và nước sạch. Chất tạo nhũ giúp cho dầu gốc có khả năng hòa tan với nước tốt nhất. Thành một thể chất lỏng thống nhất trong quá trình tôi thép bằng dầu.
Bảng so kim loại trong tôi luyện thép
| Ký hiệu JIS(3 |
Đường kính hữu hiệu(3
[mm] |
Nhiệt luyện [℃]
|
Độ cứng JIS [HB]
|
Độ cứng thiết kế (4 HRC
|
Mục đích sử dụng chính
|
||
| Mới | Cũ | ||||||
| S25C | – | Thường hóa | Làm mát bằng không khí 870~920 | 116~174 | – | Sản phẩm rèn lạnh, sản phẩm thấm cacbon tải trọng nhẹ | |
| S35C | – | Thường hóa | Làm mát bằng không khí 840~890 | 149~207 | – | Sản phẩm không cần làm sạch | |
| S45C | < 35 | Nhiệt luyện | Làm mát bằng nước 830~880, làm mát nhanh 550~650 | 179~255 | 14*~26 | Sản phẩm nhiệt luyện tải trọng nhẹ, sản phẩm tôi tần số cao | |
| S55C | < 40 | Nhiệt luyện | Làm mát bằng nước 810~860, làm mát nhanh 550~650 | 212~277 | 20*~29 | Sản phẩm nhiệt luyện tải trọng nhẹ | |
| SCr415 | SCr21 | < 30 | Tôi | Làm mát bằng dầu 850~900, làm mát bằng không khí 150~200 | 217~302 | – | Sản phẩm thấm cacbon cỡ nhỏ |
| SCr420 | SCr22 | < 35 | Tôi | Làm mát bằng dầu 850~900, làm mát bằng không khí 150~200 | 235~321 | – | Sản phẩm thấm cacbon thông thường |
| SCr440 | SCr4 | < 45 | Nhiệt luyện | Làm mát bằng dầu 830~880, làm mát nhanh 520~620 | 269~331 | 28~36 | Sản phẩm làm sạch thông thường |
| SCM420 | SCM22 | < 45 | Tôi | Làm mát bằng dầu 850~900, làm mát bằng không khí 150~200 | 262~352 | – | Sản phẩm thấm cacbn tải trọng nặng |
| SCM435 | SCM3 | < 60 | Nhiệt luyện | Làm mát bằng dầu 830~880, làm mát nhanh 530~630 | 269~331 | 28~36 | Sản phẩm tôi tần số cao tải trọng nặng |
| SCM440 | SCM4 | < 65 | Nhiệt luyện | Làm mát bằng dầu 830~880, làm mát nhanh 530~630 | 285~352 | 30~38 | Sản phẩm làm sạch tải trọng nặng |
| SCM445 | SCM5 | < 70 | Nhiệt luyện | Làm mát bằng dầu 830~880, làm mát nhanh 530~630 | 302~363 | 32~38* | Sản phẩm làm sạch tải trọng nặng |
|
SNCM420
|
SNCM23
|
< 50
|
Tôi
|
Làm mát bằng dầu 850~900 sơ cấp, làm mát bằng không khí 150~200 |
293~375
|
–
|
Sản phẩm thấm cacbon đặc biệt cần có tính cứng rắn
|
| Làm mát bằng dầu 770~820 thứ cấp, làm mát bằng không khí 150~200 | |||||||
Cảm ơn các bạn đã theo dõi bài chia sẻ này!


