

Trục chính là thành phần có tính quyết định nhất đến chất lượng của máy phay CNC. Trục chính ổn định thì mới có thể hợp nhất được sự điều khiển của động cơ và quyết định đến độ cứng vững chắc của hệ thống. Tùy theo loại máy mà cấu tạo trục chính máy phay cnc có những đặc tính khác nhau. Vậy mình cùng đi tìm hiểu cấu tạo của nó như thế nào nhé!
Cấu tạo trục chính máy phay CNC và cách hoạt động
Cấu tạo chính của máy phay cnc bao gồm các thành phần như: ATC – Bộ phận thay dao tự động; Động cơ – Bộ điều khiển – Encorder;, Vỏ máy; Hệ điều khiển; Bàn xe dao; Trục chính; Nguồn – Năng lượng.
Trong đó trục chính máy phay CNC, máy tiện CNC đóng vai trò quan trọng trong các quá trình gia công vì nó cung cấp tốc độ cắt cho dao và là một phần của chuỗi truyền lực giữa máy CNC và dụng cụ hoặc chi tiết. Tùy từng loại máy mà trục chính cũng có những loại khác nhau như:
Trục chính dẫn động bằng đai (dây culoa – dây xích)
Truyền động đai là truyền động bằng phương tiện kéo, chúng truyền mômen xoắn và tốc độ giữa các trục. Trục chính loại này được truyền chuyển động từ một động cơ bên ngoài thông qua bộ truyền đai răng hoặc đai thang. Loại này được dùng phổ biến trên các máy gia công truyền thống.
Hiệu suất của trục chính dẫn động đai đạt khoảng 95%. Trục chính dẫn động đạt tốc độ quay 15.000 vòng/phút. Truyền mô men xoắn tốt ở tốc độ thấp (1000 vòng/phút) tùy thuộc vào loại đai và tỉ số truyền.
Truyền động đai rất linh hoạt và chúng được dùng cho một dải rộng lớn nhiều công việc khác nhau với các yêu cầu giữa mô men xoắn cao/tốc độ quay thấp và mô men xoắn thấp/tốc độ quay cao. Tuy nhiên truyền động này có nhược điểm chính là:
- Bị giãn nở nhiệt đáng kể so với các truyền động khác.
- Độ kéo căng của đai gây nên một lực hướng kính lên trục, gây nên tải trên các ổ đỡ.
- Gây nhiều tiếng ồn hơn do sự chuyển động của đai.
Trục chính dẫn động bằng bánh răng
Trục chính dẫn động bằng bánh răng thường có hình dáng đơn giản, bánh răng và trục liền nhau. Tốc độ dẫn động có thể đạt mô men xoắn cao ở số vòng quay thấp và chúng có nhiều dải cấp tốc độ. Loại dẫn động này rất thích hợp cho các công việc nặng nên thường dùng trong các máy phay CNC phá thô, BT50.
Nhược điểm:
- Khi hoạt động các bánh răng có thể gây nên rung động. Tạo ảnh hưởng xấu lên độ bóng bề mặt chi tiết gia công vì vậy chúng không phù hợp với gia công tốc độ cao.
- Hiệu suất của chúng kém hơn các dạng khác khi chúng chuyển đổi công suất danh nghĩa của động cơ thành công suất cắt của dao.
Trục chính dẫn động trực tiếp
Trục chính được dẫn động trực tiếp đạt hiệu suất truyền công suất từ động cơ đến dao gần 100%. Chúng có thể làm việc ở tốc độ quay cao nhưng mô men xoắn thấp. Vì không có xích truyền động nên không thể tăng mô men xoắn một cách cơ học để đáp lại sự giảm tốc độ động cơ.
Hệ thống truyền động này ứng xử tốt về mặt rung động. Chúng có thể đạt các tốc độ cao và vẫn đạt được độ bóng bề mặt tốt, thích nghi trong việc phay tinh.
Tùy thuộc vào từng loại tốc độ quay của trục để có cách bôi trơn. Dưới 6000rpm có thể bôi trơn bằng mỡ chịu nhiệt tốc độ cao cho vòng bi, trên 6000rpm có thể dùng mỡ đặc chủng hoặc dầu cắt gọt không pha nước.
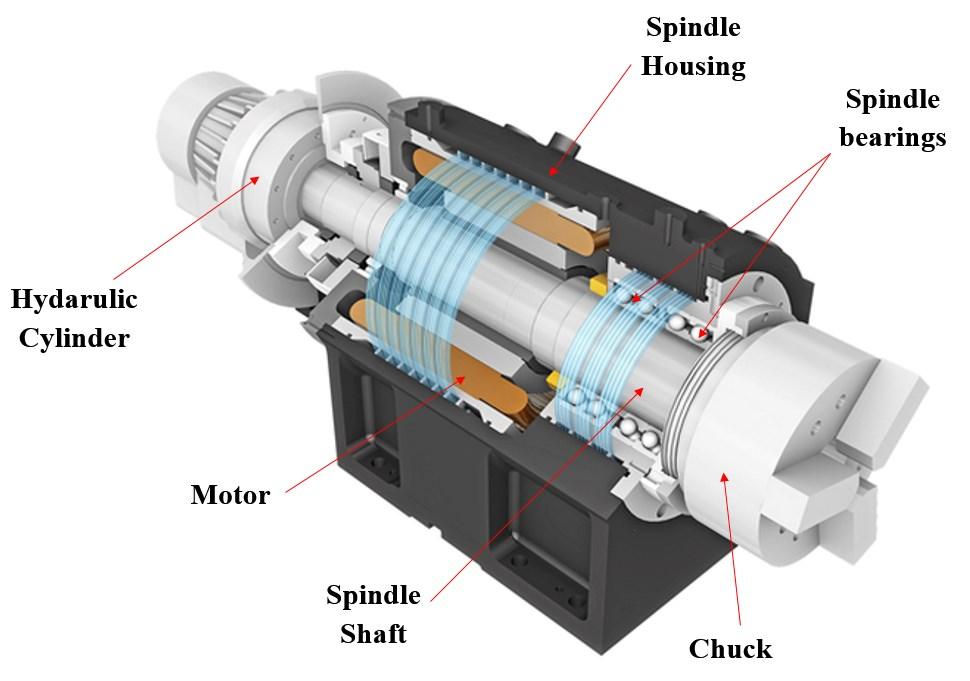
Trục chính dẫn động tích hợp
Với loại trục chính dẫn động tích hợp, động cơ có thể là động cơ điện đồng bộ hoặc không đồng bộ. Được tích hợp vào kết cấu trục chính ở giữa và các ổ đỡ ở trước và sau. Nhằm giảm rung động và tiếng ồn khi hoạt động và công việc có thể được thực hiện ở tốc độ quay cao, từ 15.000 vòng/phút. Do đó trục chính loại này rất phổ biến ở các máy công cụ gia công cao tốc.
Hiện nay trục chính dẫn động tích hợp thường sử dụng một loạt các ổ bi có độ chính xác cao. Như các ổ đũa con lăn trụ làm bằng silicon nitride, và một loạt hợp kim thép cho hiệu suất cao hơn bình thường. Nhằm mục đích kết hợp các mục sau:
- Các hệ thống bôi trơn mới.
- Đai ốc hãm cho các trục chính hiệu suất.
- Các ổ đỡ hỗ trợ và các thiết bị cho truyền động vít me.
- Các giải pháp kỹ thuật để đo lường chính xác và giám sát trục chính.
Loại trục này thường cấu tạo có hệ thống tưới nguội bằng dầu cắt gọt pha nước, hệ thống lọc cặn dầu tưới để tái sử dụng và máy làm mát dầu trước khi đưa dầu quay lại tưới cho dao cắt.
Một số lỗi thường gặp ở trục chính máy CNC

Lỗi với mã lệnh M
Bộ mã M được lập trình ở nhóm bất tắt các chức năng của máy. Trong đó, nó có rất nhiều lệnh M trong máy CNC để bắt đầu hay dừng lại các hoạt động trong máy. Như dao, bộ phận tưới dầu và điều khiển trục chính máy phay CNC… Mọi người có thể xem câu lệnh M điều khiển trục chính tại đây: Mã lệnh M trong máy CNC
Dầu cắt gọt quá loãng hoặc quá đặc
Dầu cắt gọt hiện nay được dùng rất phổ biến trong công nghệ CNC. Nhất là sử dụng trong các quá trình gia công kim loại của máy CNC như phay, tiện, mài, khoan, taro,…
Với tốc độ quay của trục nhanh, ma sát lớn nhiệt độ sẽ tăng rất nhanh. Lúc này dầu cắt gọt có nhiệm vụ bôi trơn làm mát giúp trục hoạt động ổn định.
Tại các vị trí khác như lưỡi phay ngoài nhiệm vụ bôi trơn, làm mát. Dầu cắt gọt còn có chức năng đẩy các mùn kim loại ra bên ngoài. Giúp lưỡi dao tiếp xúc tốt nhất với bề mặt kim loại.
Hiện nay sản phẩm dầu cắt gọt dùng cho trục máy cnn có hai loại: dầu cắt gọt pha nước và dầu cắt gọt không pha nước. Để biết thêm chi tiết sản phẩm và cách sử dụng chúng như thế nào bạn tham khảo thêm về dầu cắt gọt 
Một số lỗi khác
Ngoài hai lỗi phổ biến trên trục chính máy phay cnc được kể ở trên còn có một số lỗi cơ bản khác. Những lỗi này chúng tôi đã có một bài viết chi tiết riêng bạn đọc thêm: những lỗi thường gặp trong máy cnc
Trên đây là những chia sẻ về cấu tạo trục chính máy phay CNC cũng như những lỗi thường gặp. Hy vọng những chia sẻ này sẽ có thêm kiến thức về chúng. Giúp các bạn tìm ra được nguyên nhân và đưa ra cách khắc phục phù hợp. Nhằm mang đến một quá trình sản xuất an toàn và hiệu quả tốt.


